




淺析自動車床件鑄件的熱處理方式
由于鑄件壁厚不均勻,在加熱,冷卻及相變過程中,會產生效應力和組織應力。另外大型零件在機加工之后其內部也易殘存應力,所有這些內應力都必須消除。去應力退火通常的加熱溫度為500~550℃保溫時間為2~8h,然后爐冷(灰口鐵)或空冷(球鐵)。采用這種工藝可消除 鑄件內應力的90~95%,但鑄鐵組織不發生變化。若溫度超過550℃或保溫時間過長,反而會引起石墨化,使鑄件強度和硬度降低。東莞品曄電子在車床件鑄件加工完后常用的的熱處理方式一般有:
自動車床配件機床鑄件的熱處理是機械制造中的重要工藝環節,與其它加工工藝相比,熱處理一般不改變工件的形狀和整體的化學成分,而是通過改變工件內部的顯微組織,或改變鑄鐵平臺和機床鑄件表面的化學成分,賦予或改善工件的使用性能。其特點是改善鑄鐵平臺和機床床身鑄件的內在質量。
機床床身鑄件產品作為一種大型鑄件必須要經過時效處理才能提高本身的使用性能,改善床身鑄件的內在質量。機床床身鑄件,床身立柱,機床工作臺等鑄件整體熱處理大致有退火、正火、淬火和回火四種基本工藝。
機床床身鑄件回火時應嚴格遵守回火工藝,筋板密集或易變形部位應加支撐筋,防止應回火溫度導致變形和斷裂。應有專人看管回火爐溫度計,及時控制溫度,防止溫度過高或過低,這樣會對回火工件有很大的影響。
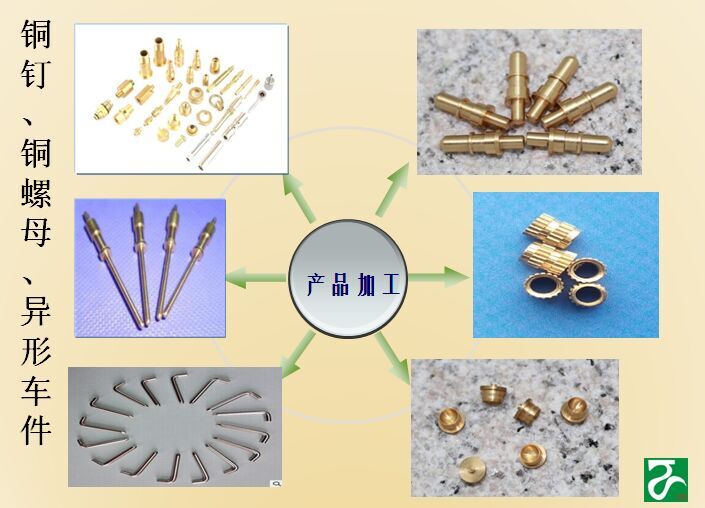
東莞市品曄電子有限公司作為國內精密車件、五金沖壓件、PIN針、銅針、銅件、螺母銅套、電源針腳、電子插針及車削件定制研發生產廠家,專注為連接器客戶提供高品質、高效能、節能環保的車件產品。致力于發展成為連接器行業綜合實力較強的車床加工品牌服務商。
品曄電子所研發生產的精密車件、車床件、連接器PIN針、電子插針、五金件均屬定制產品,其價格及規格尺寸、數量、材質、制作工藝等方面,沒有統一標準,如有需要請聯系我們,謝謝!
車床件、銅件、五金沖壓件加工咨詢專線:0769-82636180 / 18825861341



公司資訊
- 精密儀器儀表車床件加工哪家好?
- 車床銅件產品中關于銅套的定義
- 銅套加工生產時材料選擇建議
- 車床加工精度是優質車床件供應重中之重
- 不知道品曄電子,還不知道車床件加工!
- 電連接器正確選擇的方法推薦
- 五金沖壓件廠使用氣動攻絲機工作原理及
- 五金沖壓件加工廠對沖壓件材料選用的
- 數控車床加工日常操作技巧及注意事項
- 數控車床加工日常使用的技巧及注意事項

